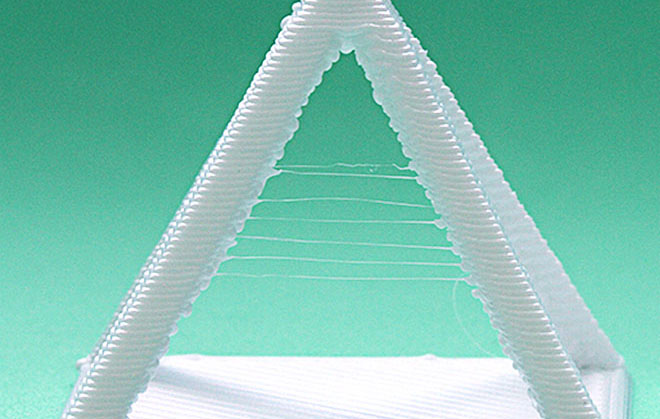
Způsobů, jakým nás mohou FFF/FDM tiskárny potrápit, je bezpočet. Jedním z častých problémů je vytváření nežádoucích vláken během přejezdů tiskové hlavy mezi tiskem jednotlivých částí výrobku.
Vypořádat se s touto potíží chce chvíli času a kus trpělivosti. Do hry totiž vstupuje několik parametrů, které je nutno vzájemně vyladit s ohledem na typ použitého tiskového materiálu a bohužel neexistuje žádné učebnicové řešení, které by odhalovalo, jaké hodnoty máte kam přesně zadat.
Pokud se s chlupatěním modelů potýkáte, pohrajte si v nastavení s těmito parametry:
- Nastavte ve sliceru tzv. retrakci, tj. vtažení tiskové struny zpět do extruderu před každým přejezdem tiskové hlavy (více o ní píšeme pod heslem retrakce v naší encyklopedii).
- Snižte teplotu o pět až deset stupňů a když to nepomůže, tak snižujte dále. Při tisku z PLA můžete jít až cca ke 180 °C; při nižší teplotě už bude materiál příliš tuhý a způsobí jiné problémy s tiskem. Při snížení teploty extruderu nezapomeňte zároveň mírně snížit také rychlost tisku, aby se hustší materiál stačil nanášet v adekvátním množství.
- Ve snaze zabránit vzniku nechtěných vláken naopak zvyšte rychlost přejezdů tiskové hlavy v místech, kde nic netiskne. Optimální hodnota bude kolem 200 milimetrů za sekundu.
Máte s retrakcí vlastní zkušenosti? Podělte se o ně s dalšími uživateli 3D tiskáren v komentářích pod článkem!
(Foto: Andrew Craigie, CC)